
led new production производство светодиодных экранов
Когда говорят ?производство светодиодных экранов?, многие сразу представляют себе конвейер с роботами, штампующими готовые модули. На деле же, это часто хаотичный, нервный и очень ?ручной? процесс на финальных этапах, где решение одной проблемы неминуемо рождает две новых. Главное заблуждение — думать, что ключ ко всему это яркость или шаг пикселя. Нет, ключ — это управление теплом и… человеческий фактор при сборке шкафа. Именно здесь, на стыке железа и монтажа, мы теряем больше всего времени и нервов.
Где начинается реальное производство? Не на заводе
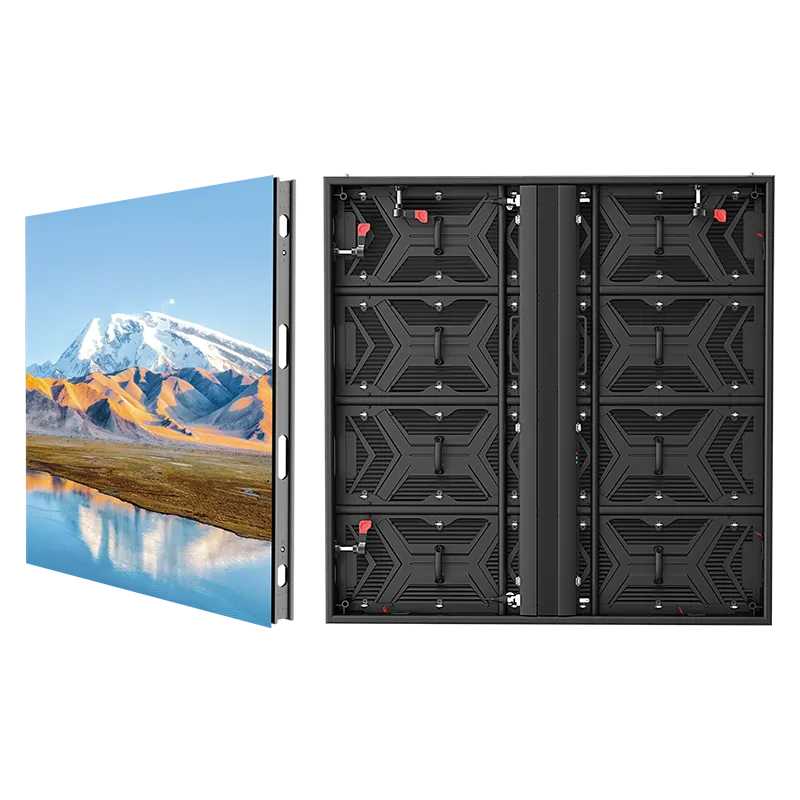
Формально, производственный цикл стартует с пайки чипов на плату. Но по-настоящему всё начинается позже, когда приходит партия корпусов из литого алюминия. Идеальный сплав, правильная толщина стенки — это из области фантастики. В реальности получаешь партию, где в 30% шкафов отверстия под крепления смещены на полмиллиметра. Кажется, ерунда? Попробуй собрать из таких модулей ровную стену 6x4 метра. Зазоры, ?ступеньки?, напряжение на раме. Приходится вручную, дрелью и напильником, доводить каждое посадочное место. Это та самая ?кустарщина?, о которой не пишут в брошюрах, но которая съедает львиную долю себестоимости.
Вот тут и вспоминаешь про компании, которые пытаются системно подойти к вопросу. Смотрю, например, на MileStrong. Они на своём сайте milestrongled.ru прямо заявляют про философию, ориентированную на людей. Звучит как маркетинг, но в контексте сборки это приобретает смысл. Если твои инженеры предусмотрели в конструкции технологические пазы для юстировки или использовали пресс-форму с допуском не хуже 0.1 мм, это уже не философия, а реальная экономия на пусконаладке на объекте. Их подход — это попытка вывести процесс из состояния хаоса в состояние управляемого процесса. Удаётся не всегда, но вектор правильный.
Именно контроль на этапе литья и механической обработки — это и есть скрытое производство светодиодных экранов. Светодиоды можно купить у CREE или NationStar, драйверы заказать у Macroblock, но если шкаф кривой, вся эта начинка превращается в дорогую груду металлолома. Мы однажды поставили экран для конференц-зала, и из-за ?уставшего? штампа у поставщика корпусов вся картинка пошла волнами. Клиент справедливо возмущался. Пришлось демонтировать, усиливать рамы стальными пластинами и ставить заново. Убыток.
Сборка модуля: пайка, ламинация и вечная борьба с пылью
Допустим, корпуса хорошие. Дальше — цех поверхностного монтажа (SMT). Здесь вроде бы всё автоматизировано. Но после печи начинается ад. Визуальный контроль пайки тысяч чипов. Пыль. Она везде. Частица размером с полмикрона, попавшая под линзу SMD-светодиода, даёт потом на экране тёмную точку. Борьба с чистотой — это отдельная религия. Дорогие чистые комнаты есть не у всех. Чаще — это просто помещение с приточной вентиляцией и обязательной сменной одеждой, что, конечно, решает проблему на 50%. Остальное — ловля ?мух? на готовых модулях.
Потом ламинация. Нанесение защитного покрытия. Казалось бы, тривиально. Но если температура или давление хоть немного отходят от нормы, получаешь либо пузыри, либо неполную адгезию. Через полгода на уличном экране это покрытие начнёт отслаиваться по краям, внутрь попадёт влага, и — здравствуй, выход из строя целой линии. Мы перепробовали кучу материалов, пока не нашли поставщика, чья плёнка стабильно ведёт себя при перепадах от -30 до +50. Это не реклама, это констатация факта: 80% проблем с уличными экранами — не от воды сверху, а от конденсата изнутри и некачественной изоляции лицевой части.
И вот здесь снова важна системность. Когда производитель, тот же MileStrong, говорит о специализации в индустрии, я понимаю это так: они наверняка прошли этот путь проб и ошибок с ламинацией и отбора поставщиков компонентов. Их философия, ориентированная на людей, на практике может означать, что в техпроцесс заложены не только параметры для станков, но и чёткие регламенты для операторов по контролю на каждом этапе. Это и есть та самая ?человекоориентированность? в производстве — не как соцпакет, а как инженерная дисциплина.
Кабинетная сборка и логистика: когда теория сталкивается с российской действительностью
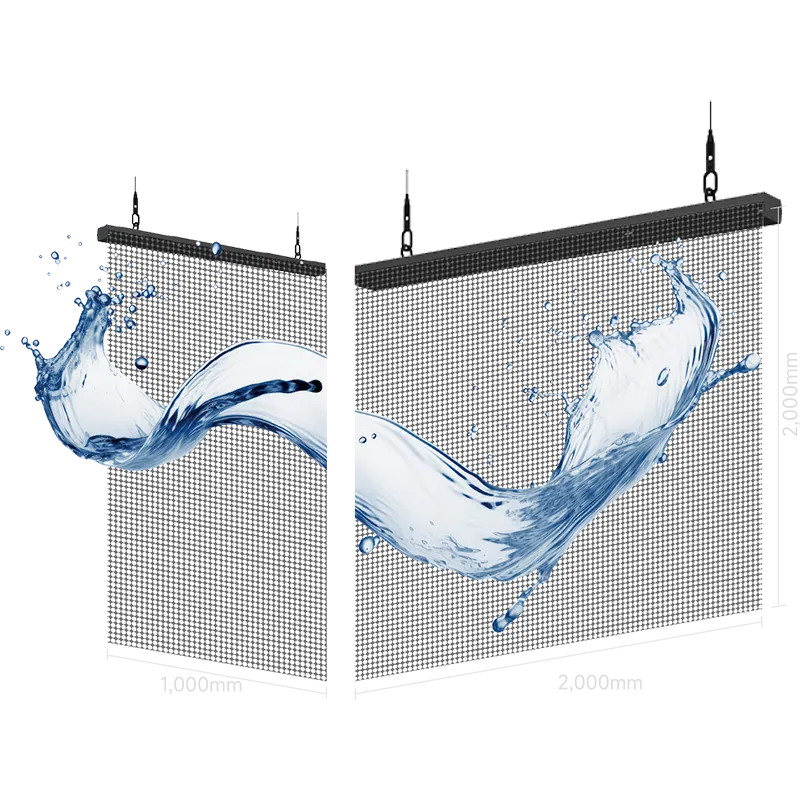
Собранные и протестированные модули упаковываются в кабинеты. И вот тут начинается самое интересное. Вес. Стандартный кабинет 960x960 мм на пиксельном шаге P2.5 весит под 50 кг. А теперь представь, что тебе нужно поднять 50 таких кабинетов на 10-й этаж здания, где грузовой лифт не работает или его просто нет. Или смонтировать фасадный экран зимой, при -15. Руки в перчатках не чувствуют крошечных разъёмов Data In и Data Out. Один перепутанный коннектор — и половина экрана не горит. Поиск этой ошибки на высоте, на ветру — то ещё удовольствие.
Поэтому грамотное производство светодиодных экранов включает в себя не только техпроцесс на заводе, но и продуманную логистику и даже дизайн кабинета. Наличие удобных ручек, продуманная маркировка разъёмов (не только цветом, но и рельефом, чтобы на ощупь различить), лёгкость доступа к клеммнику питания — это не мелочи. Это то, что отличает продукт, сделанный для реального монтажа, от продукта, собранного в идеальных условиях цеха и не приспособленного к жизни. Часто видишь красивые 3D-модели кабинета, а в реальности чтобы открутить заднюю крышку, нужна специальная головка, которой нет в стандартном наборе монтажника.
Именно на этапе монтажа проваливаются многие красивые проекты. Компания может сделать отличные модули, но если она экономит на толщине металла рамы или на качественных болтах для стыковки, весь экран ?играет? на ветру. А это — вибрации, отходящие контакты, постоянный ремонт. Нужно понимать, что производство заканчивается не на складе готовой продукции, а только после сдачи объекта и подписания акта. И этот последний километр — самый сложный.
Программное обеспечение и калибровка: невидимая часть айсберга
Многие клиенты думают, что купив железо, они покупают и готовую картинку. Ан нет. ?Железо? — это лишь холст. Картину рисует ПО и калибровка. Самый дорогой экран с лучшими светодиодами будет выглядеть убого, если его не откалибровать. Белый цвет должен быть белым, а не синеватым или розоватым. И он должен быть одинаковым на всех модулях, сошедших с разных производственных линий в разное время.
Процесс калибровки — это магия, смешанная с рутиной. Специальная камера снимает каждый модуль, софт строит карту корректировки для каждого светодиода по яркости и цветности. Это занимает время. И здесь многие производители, особенно в погоне за низкой ценой, экономят. Делают так называемую ?калибровку на образце? — откалибровали один модуль из партии, а на остальные залили те же коэффициенты. Результат — видимые границы между кабинетами, пятна. Настоящая, тотальная калибровка каждого модуля — это признак премиального сегмента. Думаю, для компании, которая позиционирует себя как специалист, как MileStrong, это должен быть обязательный пункт в цикле. Иначе о какой специализации может идти речь?
С ПО та же история. Стабильность, возможность работать с разными источниками сигнала, удобный интерфейс для настройки — это то, что определяет опыт конечного пользователя. Сколько раз бывало: экран смонтировали, запустили, а он раз в сутки ?зависает? и требует перезагрузки. Проблема не в железе, а в сыром, неоттестированном firmware контроллера. Исправляется это только долгими испытаниями в реальных условиях. Без этого любое, даже самое продвинутое производство светодиодных экранов, рискует стать поставщиком проблем, а не решений.
Итоги: производство как непрерывный компромисс
Так что же такое современное производство LED-экранов? Это постоянный поиск компромисса между стоимостью, качеством и сроком. Между желанием использовать самые дорогие компоненты и необходимостью уложиться в бюджет клиента. Между идеальным техпроцессом и человеческим фактором на линии сборки.
Успешный производитель — не тот, у кого нет проблем. А тот, кто научился их предвидеть и минимизировать на ранних этапах. Кто понимает, что качественный экран рождается не в момент включения, а за год до этого, когда инженер проектирует систему отвода тепла или выбирает поставщика коннекторов. Кто, как та компания с философией MileStrong, возможно, пытается встроить человеческий фактор не как источник риска, а как часть контролируемой системы, где у оператора есть чёткие инструкции, а у монтажника — продуманные инструменты.
В конечном счёте, за словом ?производство? стоит не блеск новенького оборудования, а серая, рутинная, часто неблагодарная работа по отладке процессов. И только пройдя через это, можно поставлять на рынок продукт, который не стыдно назвать готовым решением, а не набором комплектующих в корпусе. Это долгий путь, и далеко не все, кто в него ступает, доходят до конца. Но те, кто доходит, формируют тот самый рынок, где можно с уверенностью говорить о настоящей, а не декларативной, индустрии светодиодных дисплеев.
Соответствующая продукция
Соответствующая продукция